Ionic Contamination Tester Overview
Ionic Contamination Tester(Ionic Contamination Meter) is a device used in electronics manufacturing to detect and measure harmful ionic residues (like salt, flux, or acids) left on circuit boards (PCBs) and components。ensuring cleanliness for reliability by using methods like ROSE (Resistivity of Solvent Extract) to quantify these conductive impurities, preventing failures in function. Testers come in static and dynamic types, offering precise measurement to meet strict industry standards.
Types of Ionic Contamination Testing Equipment
Depending on the required precision and the specific industry standard, there are two primary categories of ionic contamination testing equipment:
Static Volumetric Testers
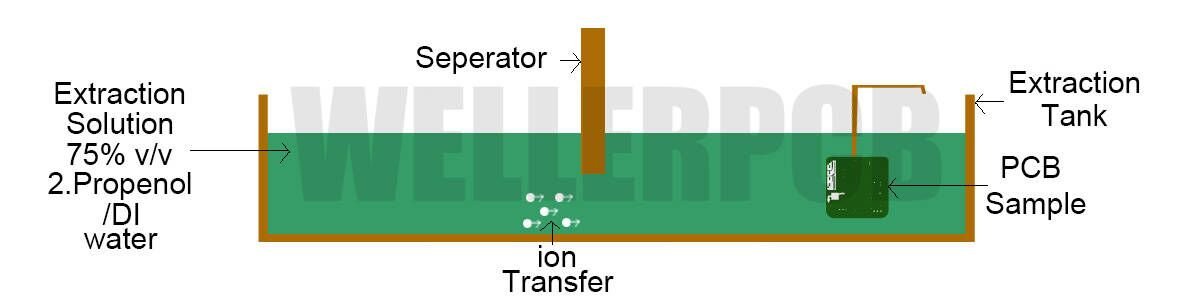
Static systems utilize a fixed volume of test solution (typically a mix of Isopropyl Alcohol and Deionized Water). The PCB is submerged, and the ionic species are extracted into the solution. The Ionic Contamination Tester then measures the total change in resistivity. This method is straightforward and highly effective for standard quality checks.
Dynamic Monitoring Systems
A more advanced Ionic Contamination Monitoring System uses a continuous flow of solution. As the liquid circulates through the test chamber and over the board, the system monitors the extraction rate in real-time. This dynamic ionic contamination test method is often more sensitive and can provide a “cleanliness curve,” showing how quickly contaminants are being removed.
Working Principle of Ionic Contamination Testers
The most widely recognized ionic contamination test for pcb is the ROSE test, which stands for Resistivity Of Solvent Extract.
How the ROSE Tester Works:
- Solvent Preparation: The system uses a specific mixture (usually 75% v/v Isopropyl Alcohol and 25% Deionized Water) that is highly sensitive to ionic changes.
- Extraction: The ROSE Tester circulates this solvent over the surface of the PCB. The alcohol dissolves the non-polar residues (like rosin), while the water dissolves the polar ionic residues (like salts and acids).
- Conductivity Measurement: As the ions dissolve into the solvent, the electrical conductivity of the liquid increases (and its resistivity decreases).
- Conversion: The PCB Ionic Cleanliness Tester measures this change and uses a calibrated algorithm to convert the conductivity increase into an equivalent mass of Sodium Chloride.
While more modern techniques like Ion Chromatography (IC) can identify specific ions (like Cl- or Br-), the ROSE test remains the industry workhorse because it is fast, non-destructive, and provides an immediate “Pass/Fail” result based on total ionic content.s, allowing manufacturers to evaluate cleaning processes and production quality.
Why Ionic Contamination Testing Is Important
Ionic contamination testing is critical in PCB manufacturing for several reasons:
- Ensuring Reliability and Longevity – Even trace amounts of ionic residues can attract moisture, causing leakage currents, corrosion, and eventual PCB failure. By using ionic contamination testing equipment, manufacturers can ensure long-term reliability of electronic products.
- Compliance with Industry Standards – Electronics manufacturers are often required to meet IPC standards for PCB cleanliness. Conducting ionic contamination tests for PCB ensures compliance and prevents costly recalls or field failures.
- Quality Assurance in High-Reliability Applications – Sectors such as aerospace, automotive, medical devices, and defense demand high-reliability PCBs. Utilizing a PCB Ionic Cleanliness Tester or ROSE tester ensures that the boards meet stringent performance criteria.
- Process Optimization – Regular testing using ionic contamination meters or monitoring systems helps identify inefficiencies in cleaning processes, soldering, or handling, allowing for process improvement and waste reduction.
- Preventing Electrical Failures – Ionic residues can create conductive paths between circuit traces, leading to leakage currents, short circuits, or unpredictable behavior. Ionic contamination testing mitigates these risks.

Industrial Applications
The demand for high-reliability ionic contamination testing equipment is highest in sectors where failure is not an option:
- Aerospace & Defense: High-altitude and space environments are prone to rapid temperature swings that cause condensation, making ionic cleanliness vital.
- Medical Electronics: Life-support systems and implantable devices require the highest level of pcb ionic contamination test rigor to ensure long-term biocompatibility and reliability.
- Automotive: With the rise of Electric Vehicles (EVs) and autonomous driving sensors, PCBs are exposed to harsh outdoor environments where salt and humidity are constant threats.
ROSE Test Specifications
| Metric | Industry Standard (Typical) | Tool/Method |
| Cleanliness Limit | 1.56μg/cm² NaCl eq. | Ionic Contamination Tester |
| Test Solution | 75% IPA / 25% DI Water | ROSE Method |
| Standard Compliance | IPC-TM-650 2.3.25 | ROSE Tester |
| Measurement Unit | μg/cm² (Micrograms/sq cm) | Ionic Contamination Meter |
Conclusion
The role of Ionic Contamination Testers in modern PCB manufacturing cannot be overstated. From manual ionic contamination meters to fully automated ROSE testers and integrated Ionic Contamination Monitoring Systems, these devices provide critical data for ensuring surface cleanliness, process control, and product reliability. Conducting a proper ionic contamination test, using standardized ionic contamination test methods, ensures that pcb ionic contamination test results meet design and industry specifications.